

國內(nèi)首款自主研發(fā)高功率千瓦級(jí)藍(lán)光激光器

 來源:光粒網(wǎng)
來源:光粒網(wǎng)------分隔線----------------------------
摘要:聯(lián)贏藍(lán)光激光器研發(fā)背景 工業(yè)激光器在各行業(yè)的廣泛應(yīng)用已有數(shù)十年之久,現(xiàn)今國內(nèi)市場上應(yīng)用最多的是波長為紅外的光纖激光器
,而作為激光顯示三基色之一的藍(lán)光激光以其波長短 、衍射效應(yīng)小、能量高等特性
,在光信息存儲(chǔ)
、顯示技術(shù)
、通信技術(shù)
、激光醫(yī)療
、拉曼光譜學(xué)等領(lǐng)域也有較為廣泛的應(yīng)用
。 但目前市場上所存在的藍(lán)光激光器常規(guī)功率水平在數(shù)瓦到數(shù)十瓦,而諸多應(yīng)
關(guān)鍵字:國內(nèi),首款,自主研發(fā),高功率,千瓦,級(jí)藍(lán),光,
聯(lián)贏藍(lán)光激光器研發(fā)背景
,現(xiàn)今國內(nèi)市場上應(yīng)用最多的是波長為紅外的光纖激光器 ,而作為激光顯示三基色之一的藍(lán)光激光以其波長短、衍射效應(yīng)小 、能量高等特性 ,在光信息存儲(chǔ) 、顯示技術(shù)、通信技術(shù) 、激光醫(yī)療 、拉曼光譜學(xué)等領(lǐng)域也有較為廣泛的應(yīng)用。 ,而諸多應(yīng)用如激光焊接 、激光切割、激光熔覆等都需要大功率的藍(lán)光激光 ,因此研究大功率的藍(lán)光激光器一直是激光行業(yè)高度關(guān)注的新型激光應(yīng)用技術(shù) 。
聯(lián)贏藍(lán)光激光器研發(fā)初衷 ,具有決定性的意義 。 ,加工對(duì)象和所達(dá)目的也不同 。大量實(shí)踐數(shù)據(jù)表明,紅外激光器在許多工業(yè)運(yùn)用領(lǐng)域表現(xiàn)出色 ,但在相應(yīng)波段的高反金屬加工方面并不理想 ,而紅外波段高反材料在藍(lán)色波段下卻有更高的激光吸收率,且吸收率是紅外光的10-20倍 。 ,也是工業(yè)領(lǐng)域最常見的金屬材料之一,因其極好的導(dǎo)電 、導(dǎo)熱 、耐腐蝕性及韌性等特點(diǎn),被廣泛應(yīng)用于各行各業(yè) 。為打破銅材對(duì)紅外光吸收率極差 、極易形成焊接飛濺和氣孔等加工難題,聯(lián)贏激光研發(fā)團(tuán)隊(duì)經(jīng)過不斷地探索 、突破 ,最終成功研發(fā)出國內(nèi)首款高功率千瓦級(jí)藍(lán)光激光器,革新了銅 、金及其他高反材料的激光加工技術(shù) ,提高了高反材料的加工效率。
藍(lán)光激光器革新高反材料加工應(yīng)用 ,部分金屬的吸收率劇增(如下圖所示) ,特別是銅和金;處于短波波段的藍(lán)光激光(主波長450nm)相比于常規(guī)9XXnm波段(9XX半導(dǎo)體激光器) 、1030-1080nm波段(常規(guī)ND:YAG激光器 、光纖激光器 、碟片激光器)的近紅外激光,銅和金的吸收率提高了10-20倍 ,吸收率的大幅度提升對(duì)于銅和金的激光加工應(yīng)用具有革命性的意義 。 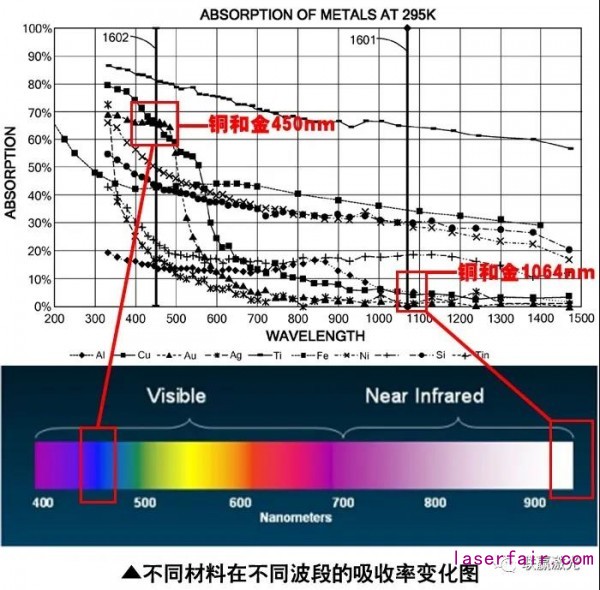 。在焊接過程中 ,極高的功率密度能夠形成匙孔焊接,但液體銅材的流動(dòng)特性使形成的匙孔開口快速閉合 ,匙孔內(nèi)部的高壓氣體或者將匙孔開口沖開 ,形成焊接飛濺,或者被開口處快速冷卻的銅材禁錮在材料內(nèi)部形成氣孔 。而不論是飛濺還是氣孔 ,都是銅材焊接的不良現(xiàn)象,影響銅材焊接的質(zhì)量。而銅材在藍(lán)光波段吸收率大幅度提升的特性,使得銅材的熱傳導(dǎo)無飛濺焊接成為可能。
聯(lián)贏藍(lán)光激光器介紹 
 ,那就是目前其功率密度還較低 ,這也是國際和國內(nèi)藍(lán)光激光器技術(shù)水平的實(shí)際狀況 ,功率密度低導(dǎo)致焊接能力較弱(如下圖所示) ,現(xiàn)階段主要適用于0.5mm以下的薄銅材或銅箔焊接。 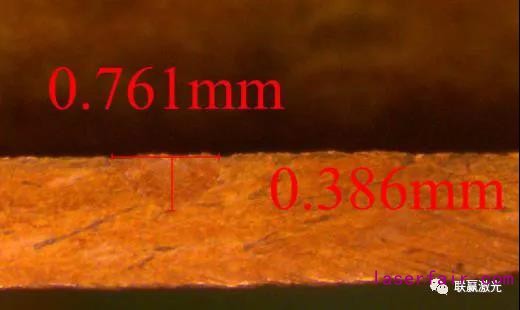 UW藍(lán)光激光器技術(shù)參數(shù)  ——藍(lán)光復(fù)合
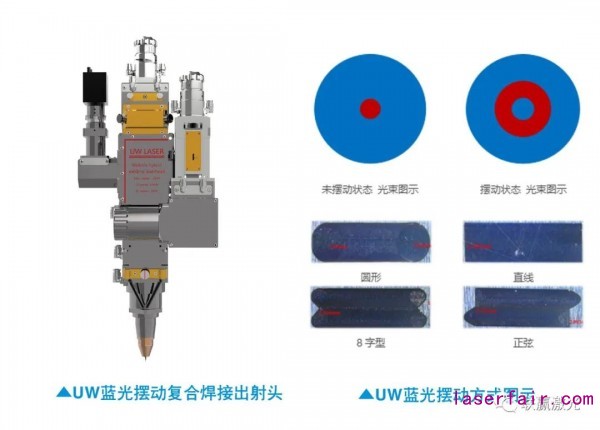
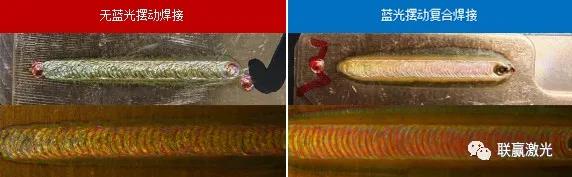
藍(lán)光復(fù)合焊接技術(shù)是通過聯(lián)贏自主研發(fā)的藍(lán)光復(fù)合焊接出射頭(如下圖所示)將紅外激光及藍(lán)光激光復(fù)合在一起 ,使兩束激光的軸線在空間上重合(如下圖所示) ,紅外激光進(jìn)行深熔焊接 ,藍(lán)光激光具備預(yù)熱緩冷的作用,并適度進(jìn)行熱傳導(dǎo)焊接 。 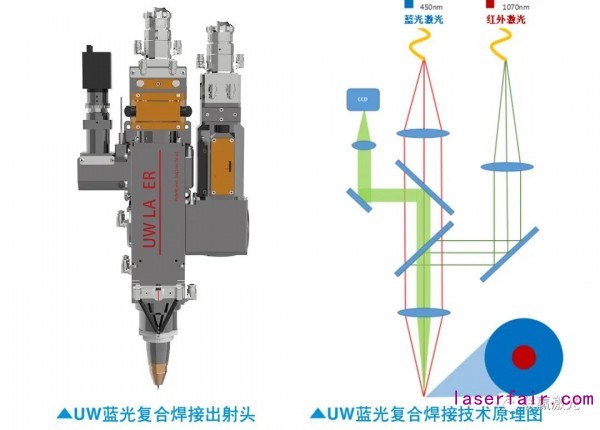 ,實(shí)驗(yàn)結(jié)果論證了藍(lán)光激光器在銅材加工方面的積極作用,且聯(lián)贏激光專利的復(fù)合焊接技術(shù) ,完美地彌補(bǔ)了藍(lán)光激光器功率密度低的應(yīng)用劣勢 。 ,與此同時(shí),再利用銅材對(duì)藍(lán)光的高吸收特性,使得銅材能夠快速地被加熱,以及減緩熔池的凝固速度,最大限度的減少銅材焊接中氣孔和飛濺的問題,使得無飛濺、高穩(wěn)定性、高品質(zhì)的厚銅材焊接成為可能。  ▲光纖焊接-紫銅外觀及金相圖  ▲藍(lán)光復(fù)合焊接-紫銅外觀及金相圖
UW多波長藍(lán)光復(fù)合焊接技術(shù)適用于目前市面上絕大部分銅材焊接的應(yīng)用 ,能大幅改善焊接質(zhì)量,提高生產(chǎn)優(yōu)率,例如下圖所示的電池極柱焊接應(yīng)用。
 ▲藍(lán)光復(fù)合焊接電池極柱
▍UW多波長藍(lán)光復(fù)合焊接技術(shù)優(yōu)勢
● 適用于較厚金 、銅材的加工;● 高吸收率 ,降低設(shè)備功率,降低成本;● 大幅降低飛濺 、焊縫質(zhì)量高;● 避免了復(fù)雜而低效的波長轉(zhuǎn)換,系統(tǒng)效率更高 ;● 降低材料吸收閾值 ,加工能力可控性強(qiáng)。
UW多波長擺動(dòng)復(fù)合焊接技術(shù) ——藍(lán)光擺動(dòng)復(fù)合
。
。轉(zhuǎn)接片焊接是動(dòng)力電池電芯生產(chǎn)流程中極為重要的一道工序,起到連接蓋板及電芯的作用 ,焊縫質(zhì)量直接影響整個(gè)電芯的性能,首先焊縫為了保證過電流能力需要達(dá)到一定的面積,因此便會(huì)要求焊縫結(jié)合面達(dá)到一定的寬度。其次焊接不能殘留飛濺物,避免因particle引起電池內(nèi)部短路,影響電池安全性能。 【光粒網(wǎng)綜合報(bào)道】( 責(zé)任編輯:wuping )
▲銅轉(zhuǎn)接片焊接應(yīng)用對(duì)比
|

- 快捷登錄